| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫桥通 |
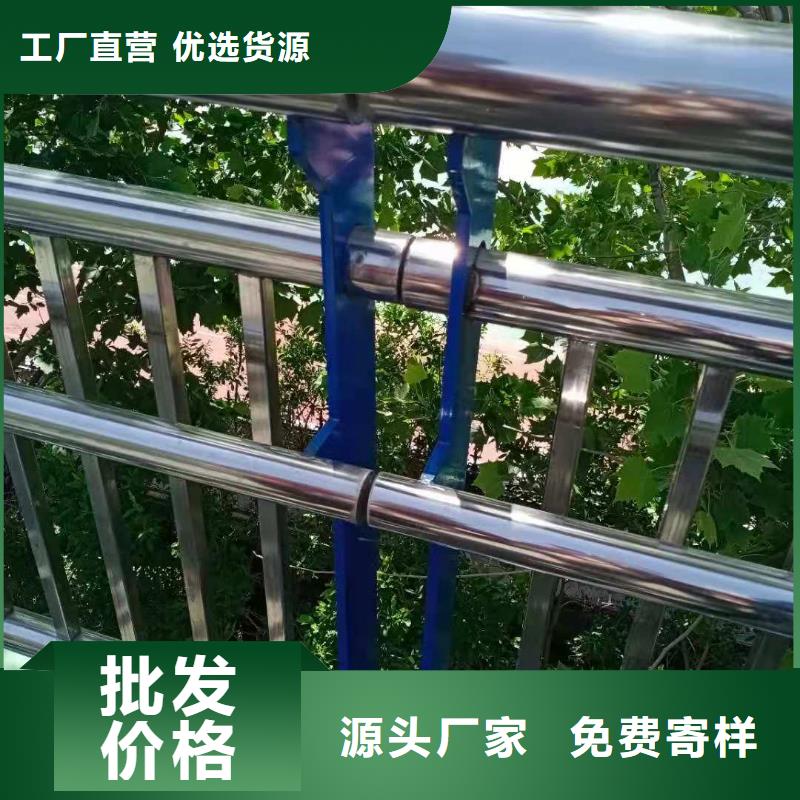
| 适用范围 | 道路护栏,桥梁护栏 |
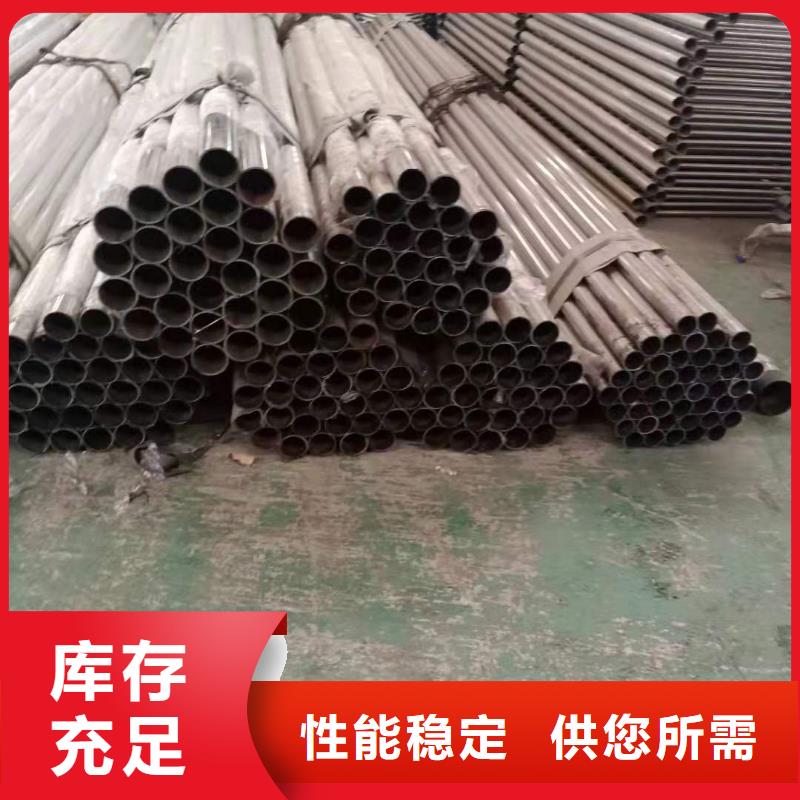
| 规格 | 齐全 |
| 高度 | 定制 |
| 材质 | 不锈钢 |
 不锈钢复合管产品细节】")
 不锈钢复合管产品细节】")
浙江鑫桥通金属制品有限公司是 钢板立柱的生产厂家之一,产品销往各地,深受广大用户好评! 我们专业生产 钢板立柱,在市场需求的引导下,我们不断更新设备、扩大规模,吸取经验,引进先进技术,现今的设备完善、工艺精湛、技术全面。
我们位于经济开发区,优越的地理位置,便捷的交通,我们在完善设备的同时,注重科学的管理,从原料入手,层层把关,质量进一步提高。我们愿长期为您提供好产品,完善的服务,随时欢迎您的光临。我们宗旨“用户至上”,竭诚欢迎各界朋友光临惠顾!愿与各界朋友互惠互利,携手并进,共图发展大计。
 不锈钢复合管产品细节】")
内衬不锈钢复合管钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
 不锈钢复合管产品细节】")
![[浙江]鑫桥通金属制品有限公司名片](http://ypmimg.huaer.cc/UploadImg/3005/new_card.jpg "[浙江]鑫桥通金属制品有限公司名片")